Замена направляющих втулок клапанов и седел в двигателе автомобиля
Расскажем как заменить направляющие втулок клапанов и седел в двигателе автомобиля. Исходим из того, что трещин в головке двигателя нет, а клапанные сёдла имеют износ.
Как происходит выпрессовка старых втулок
Технология выпрессовки старых втулок бывает разной, но чаще применяют ударный способ. Со стороны седла на втулку устанавливают латунную или бронзовую оправку, по которой наносят удары молотком. Чтобы не повредить посадочное гнездо в головке, оправка должна быть ступенчатой: по меньшему диаметру она с небольшим зазором входит во втулку на глубину 30—40 мм, а по большему — свободно проходит через гнездо в головке цилиндров. Втулки из бронзы не создают больших проблем при выпрессовке, обычно они устанавливаются в головку с небольшим натягом. При выпрессовке «твердых» втулок головку желательно нагреть до 150 градусов, чтобы несколько уменьшить натяг. Нагревать головку лучше в электропечи, но в условиях гаража подойдет бытовая электроплитка.
Если ни один из способов не позволяет выпрессовать втулку из-за слишком плотной посадки в гнезде, ее приходится высверливать. Обычный сверлильный станок вполне подойдет, а вот при пользовании ручной электродрели неизбежны перекосы и повреждение посадочного гнезда. Кстати, деталь лучше высверливать не полностью. При толщине стенки около 1 мм оставшуюся часть удается выбить без особого труда.
Измеряем натяг втулки перед заменой
Общее правило замены втулок на любых двигателях гласит: ни в коем случае нельзя запрессовывать новые детали без измерений фактического натяга. Поэтому надо точно измерить диаметр гнезда и новой втулки, чтобы определить натяг. Он должен быть в пределах 0,03—0,05 мм (то есть диаметр втулки больше диаметра гнезда на эту величину).
Как запрессовать втулки клапанов
Перед запрессовкой надо обеспечить разность температуры деталей: головку нагреть до 150 градусов, а втулки охладить. Запрессовку выполняют быстро, двумя-тремя ударами молотка по оправке. Если втулка имеет тонкий поясок для посадки маслосъемного колпачка, то оправка не должна опираться на этот поясок ни с одной стороны, иначе втулка сломается. Некоторые мотористы запрессовывают втулки “вхолодную”, без нагрева и охлаждения деталей. Это плохо. Алюминиевый сплав при большом натяге деформируется, и реальный натяг уменьшается. Когда при работе двигателя посадка естественным образом ослабляется, клапан в такой втулке начинает перегреваться. Это связано с нарушением отвода тепла от стержня клапана к головке. В дальнейшем втулка начнет “ездить” в гнезде. Иными словами — потребуется повторный ремонт, причем сложнее предыдущего. Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.
Простые ручные развертки из инструментальной стали быстро изнашиваются, обычно их хватает на одну-две головки.Обработав отверстия, надо обязательно проверить зазоры клапанов во втулках. Для впускных клапанов они должны быть в пределах 0,02—0,04 мм, для выпускных — 0,03—0,04 мм. Стремиться к минимальным зазорам не следует, особенно у выпускных клапанов, поскольку это чревато их заклиниванием при работе.
Ремонт седел клапанов
Основные задачи — обеспечение соосности рабочей фаски и отверстия втулки и создание определенного профиля седла, рекомендуемого заводом-изготовителем для данной модели двигателя.
Для обработки сёдел применяют различный инструмент. В гараже чаще всего используют ручные угловые фрезы с жестким креплением на направляющем стержне (пилоте). Фрезы обычно имеют углы при вершине 30, 45 и 60 град. Такие фрезы могут быть изготовлены из инструментальной стали или с твердосплавными пластинами.
Основной недостаток данного инструмента — люфт пилота в направляющей втулке, особенно когда у нее есть какой-либо износ.
Если для ремонта используют ручные фрезы и резцовые головки, то предварительную обработку уплотнительной фаски ведут, пока не получится ровная поверхность без дефектов.
Окончательный этап: притирка клапанов
Окончательная обработка стыка клапана и седла — притирка клапанов. При профессиональном ремонте такая операция практически не применяется. Если седло и фаска клапана обработаны точно, то притирка не нужна, но даже вредна. Другое дело при ручной обработке деталей фрезами и резцовыми головками.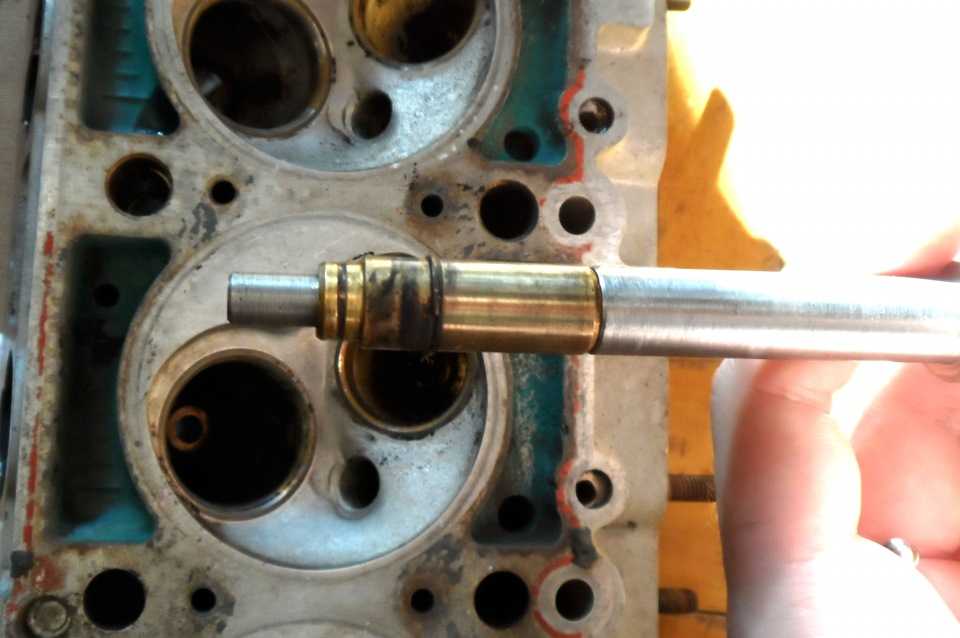
Притирка нужна не столько для обработки, сколько для контроля качества сопряжения. Если притертые поверхности вытереть насухо и несколько раз провернуть клапан в обе стороны, прижимая его к седлу, то на фасках деталей появится блестящая линия. Получится замкнутой, проходящей по всей окружности — все сделано правильно и прилегание хорошее.
Как заменить направляющие втулки клапанов
Ремонт головки блока цилиндров (ГБЦ) зачастую предполагает необходимость замены направляющих втулок клапанов ГРМ. Для замены необходимо выпрессовывать старые втулки клапанов, после чего на их место устанавливаются новые элементы. Существует несколько способов для выпрессовки старых втулок. Наиболее простым и самым неправильным является выбивание втулок молотком и зубилом. Данный ударный способ широко применяется в практике «гаражных» мастеров. Отметим, что извлечение втулок в подобных случаях часто заканчивается повреждением посадочного гнезда в головке блока цилиндров.
Немного более правильным вариантом является использование специальной ступенчатой оправки из латуни или бронзы вместо зубила. Такая оправка устанавливается со стороны седла на направляющую втулку, далее по ней ударяют молотком. Указанный способ выпрессовки втулок снижает риск повреждений ГБЦ, но не исключает полностью. Оптимальным же способом выпрессовки втулок является использование специального съемника. Указанный съёмник для снятия направляющих втулок клапанов также используется для последующей установки новых втулок в ГБЦ. Далее мы рассмотрим способы замены направляющих втулок клапанов при помощи оправки и съемника.
Содержание статьи
Как самому менять направляющие втулки клапанов
Сначала рассмотрим способ выпрессовки направляющих втулок клапанов при помощи оправки, так как указанный способ является распространенным. Перед заменой втулок снимаются пружины и сами клапана. Как уже было сказано выше, оправка для выпрессовывания втулок клапанов используется ступенчатая. Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Ступенька необходима для того, чтобы снизить риск повреждений посадочного гнезда в головке блока. Меньший диаметр оправки позволяет ей войти во втулку на 3-4 см, причем с зазором. Больший диаметр позволяет свободно пройти через гнездо в ГБЦ.
Отметим, что зачастую бронзовые втулки достаточно легко выпрессовываются из головки, так как установлены с относительно слабым натягом. Если же необходимо выпрессовать направляющую втулку клапана из более жесткого материала, тогда ГБЦ следует предварительно нагреть до температуры 140-160 градусов Цельсия в электропечи или до 80-90 градусов в емкости с горячей водой. Нагрев головки блока цилиндров позволит уменьшить натяг.
В крайних случаях плотно запрессованную втулку нужно высверливать. Обратите внимание, делать это разрешается только на станке, так как попытки высверлить втулку клапана дрелью приведут к перекосу и повреждениям посадочного гнезда. Втулку также желательно высверливать не до конца, то есть оставлять стенки толщиной около 1-го миллиметра.
Следующим шагом становится обязательный замер натяга новой втулки перед установкой в головку, так как строго запрещается производить запрессовку новых втулок до измерения натяга. Для замеров натяга понадобится определить диаметр гнезда и направляющей втулки. Допускается показатель на отметке от 0.03 до 0.05 мм. Этот показатель следует понимать как то, что диаметр новой втулки превышает диаметр посадочного гнезда на указанную величину.
Слабый натяг по причине гнезда потребует увеличения диаметра гнезда, куда потом устанавливается ремонтная втулка увеличенного размера. Рассверливать гнездо в ГБЦ также нужно исключительно на станке, что позволит избежать возможного перекоса при выполнении нового отверстия. Что касается степени натяга ремонтной втулки, данный показатель следует максимально увеличить, так как в новом отверстии материал более твердый и имеет большую шероховатость на поверхности стенок.
Чтобы запрессовать новые втулки клапанов головку блока следует повторно нагреть в печи аналогично способу снижения натяга при снятии. Параллельно с этим новые втулки охлаждают. Запрессовка новых втулок без нагрева ГБЦ является неправильной. Это касается алюминиевого сплава ГБЦ, в котором происходит деформация при наличии сильного натяга. После такой установки итоговый натяг будет меньше необходимого. В результате после сборки мотора и его нагрева при работе направляющая втулка клапана не будет иметь плотной посадки, а сам клапан в указанной втулке начнет страдать от перегревов. Перегрев клапана будет происходить в результате того, что эффективность отвода избыточного нагрева от стержня клапана к ГБЦ существенно снизится. Неисправность будет быстро прогрессировать, втулка начнет болтаться в посадочном гнезде, что потребует повторной разборки двигателя для проведения ремонта.
 youtube.com/embed/gJGBFDCq-J4″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/gJGBFDCq-J4″ allowfullscreen=»allowfullscreen»/>Теперь перейдем к тому, как установить направляющие втулки клапанов в головку блока цилиндров. Саму запрессовку реализуют при помощи описанной выше оправки, по которой следует нанести молотком пару резких ударов. Учтите, наличие на новой втулке специального тонкого пояса для размещения маслосъемного колпачка обязывает к тому, чтобы оправка ни с одной стороны не опиралась на данный пояс. Игнорирование данной рекомендации может привести к тому, что втулка деформируется или окажется сломанной.
Завершением процесса установки направляющих втулок клапанов ударным способом является финальная калибровка отверстий. Данную процедуру выполняют при помощи разверток. Рекомендуется использовать алмазные развертки, так как данный инструмент более долговечен и обеспечивает стабильный предсказуемый результат сравнительно с обычными стальными развертками. После обработки отверстий необходимо выполнить проверку зазоров клапанов во втулках с учетом рекомендуемых параметров. Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Зазоры впускных клапанов должны быть на 0.01 мм меньше по сравнению с выпускными, которые сильнее нагреваются при работе ДВС (например, 0.02 — 0.04 против 0.03 — 0.04 мм). Отметим, что добиваться минимально допустимых зазоров не обязательно. Следует добавить, что данное утверждение особенно актуально для выпускных клапанов, так как малые зазоры в направляющих втулках могут привести к их заклиниванию.
Выпрессовка и установка направляющих втулок клапанов съемником
Далее рассмотрим наиболее оптимальный способ выпрессовки направляющих втулок клапанов специальным съемником-выпрессовщиком втулок. Начнем с того, что съемники бывают разными и являются универсальными инструментами. При помощи данного решения можно снимать втулки клапанов на разных ГБЦ без риска повредить посадочную плоскость в головке блока. Другими словами, наличие съемника сводит к минимуму возможные задиры или другие дефекты отверстия по сравнению с использованием молотка и оправки.
Работа со съемником предполагает:
- под инструмент подкладывается втулка подходящего размера.
 Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм; - далее съемник устанавливается и фиксируется парой гаек, которые специально обточены. Также допускается использование одной гайки, если таковая предусмотрена конструкцией съемника;
- следующим шагом становится необходимость придержать верхним ключом съёмник в его центральной части;
- одновременно с этим нижним ключом выпрессовывается направляющая втулка клапана;
 Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;
Подбор такой втулки осуществляется с учетом того, чтобы при установке съёмника резьбовая часть вышла из направляющей клапана на 20-30 мм;После того, как к съемнику прикладывается определенное усилие, можно услышать явный щелчок. Такой звук укажет на то, что втулка клапана сорвана с посадочного места и движется наружу из отверстия в ГБЦ. Далее нужно крутить винт съемника до того момента, пока втулка не будет извлечена. Затем необходимо приготовить новые втулки для запрессовывания. Далее следует повторить все подготовительные процедуры, описанные выше при установке втулок оправкой. Дополнительно можно смазать втулку клапана моторным маслом для облегчения посадки в гнездо.
Параллельно с этим нужно избежать повреждения пояса (буртика) на направляющей втулке, так как данный пояс служит местом крепления резинового колпачка. Если пояс повредить при установке, герметичность колпачка-сальника будет нарушена. Чтобы не повредить пояс, используется отдельная гайка, которая упирается в направляющую без риска повреждения пояса. Получается, данная гайка поджимает направляющую втулку клапана. Обратите внимание, установка дополнительной гайки уменьшает количество резьбы на шпильке съемника. По этой причине для уменьшения нагрузки на резьбу следует накрутить еще одну втулку съемника.
Теперь можно запрессовать втулку съемником. Окончанием запрессовки является момент, когда прокручивать съемник станет тяжелее. Это будет говорить о том, что втулка опустилась на посадочное место и уперлась стопорным кольцом, которое выполнено на направляющей для регулировки правильной посадки. После появления усилия крутить съемник дальше не нужно, так как можно повредить направляющую. Съёмник пора разбирать и снимать, так как новая втулка уже запрессована в головку блока.
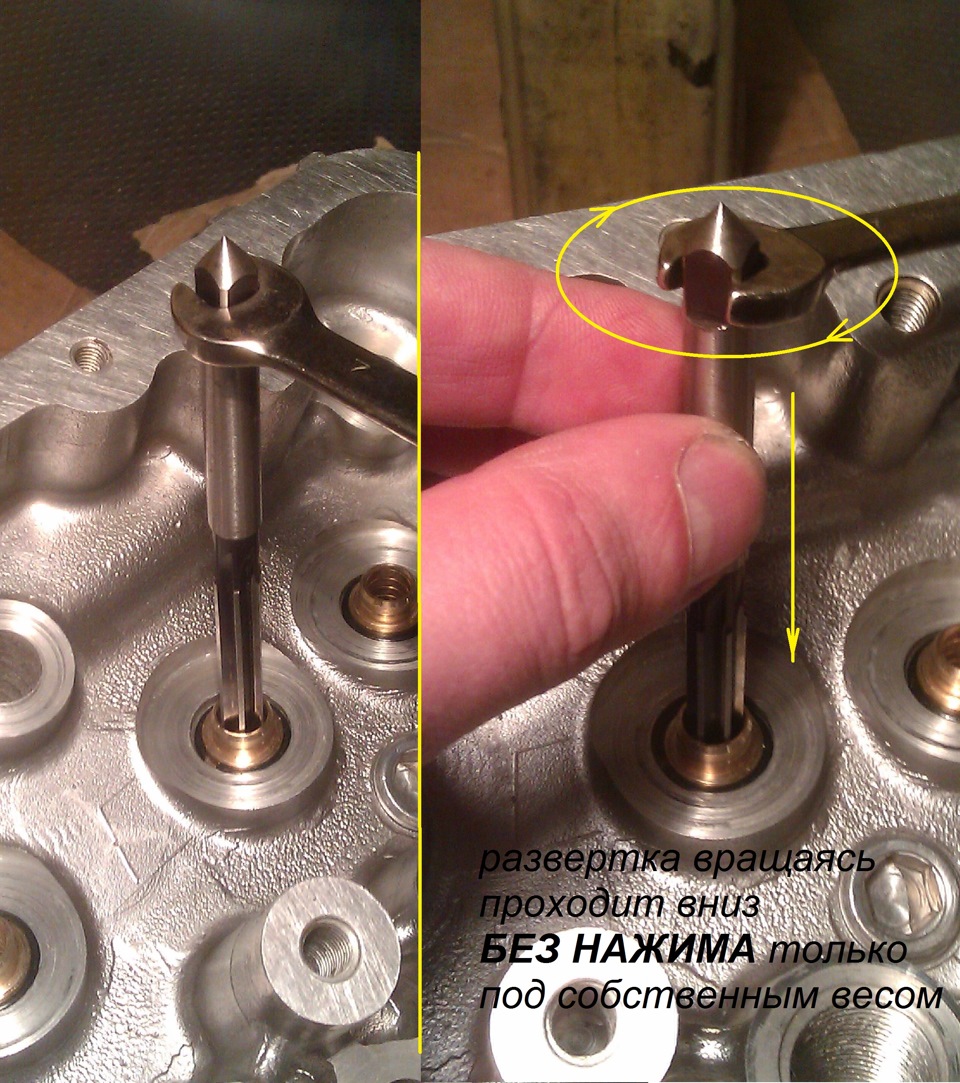
Далее втулки понадобится подгонять по посадочным размерам. Это необходимо в том случае, если направляющую слегка сдавило при запрессовке. Выполняется данная процедура аналогично описанной выше, то есть при помощи развертки. Развертка вставляется в отверстие и без давления прокручивается, благодаря чему происходит аккуратное развёртывание. По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
По окончании следует выдуть остатки стружки при помощи сжатого воздуха.
Затем можно вставить клапан и проверить качество его прилегания к седлу. В том случае, если клапан не полностью прилегает к седлу, тогда очевидна потеря соосности между центром втулки и центром седла клапана. Такое явление иногда возникает после замены направляющих втулок клапанов. Для решения данной проблемы потребуется осуществить притирку клапанов. Чтобы притереть клапана, нужно обработать специальной шарошкой седло клапана. После притирки клапанов можно считать процесс замены направляющих втулок полностью завершенным.
 youtube.com/embed/_42gM5RRIW0″ allowfullscreen=»allowfullscreen»/>
youtube.com/embed/_42gM5RRIW0″ allowfullscreen=»allowfullscreen»/>Читайте также
Замена направляющих втулок клапанов (инструкция, фото,видео)
Автор Павел Александрович Белоусов На чтение 7 мин. Просмотров 265
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
Далее осматриваем мотор на предмет износа направляющих в следующем порядке:
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.
- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.

В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.
- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх.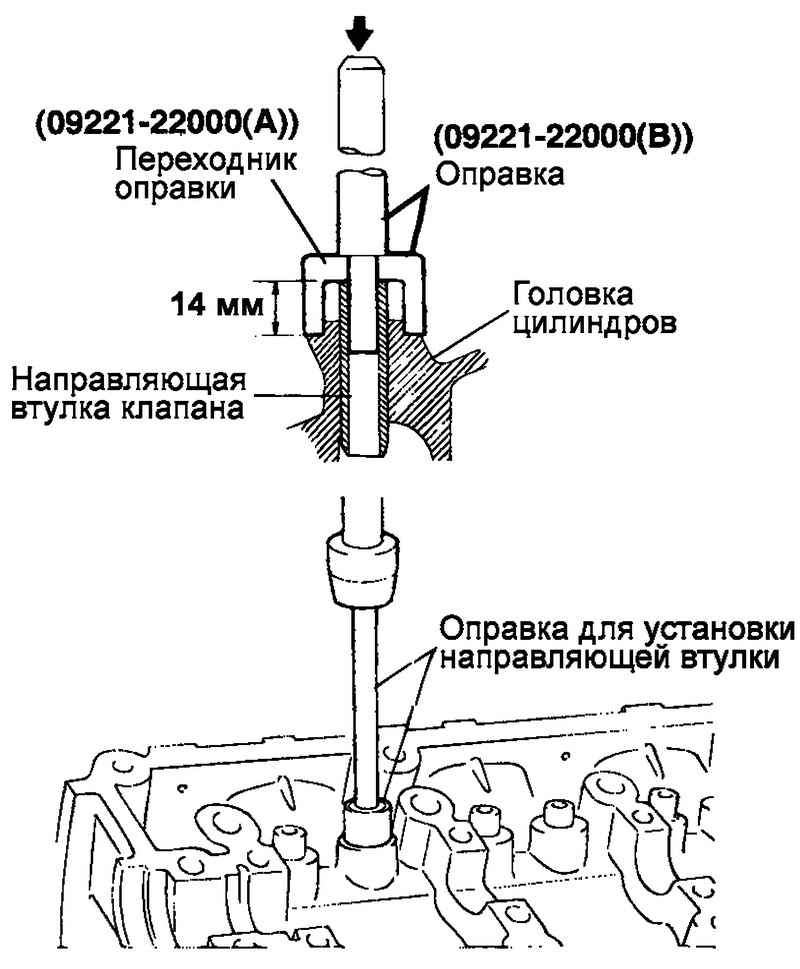 Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Ещё кое-что полезное для Вас:
Видео: Замена направляющих втулок клапанов.
Замена направляющих втулок клапанов на ВАЗ
Направляющие втулки клапанов являются одной из важнейших частей любого двигателя. Они обеспечивают точное попадание клапанов, а также их открытие и закрытие в самые нужные моменты времени.
Применение направляющих втулок в двигателях внутреннего сгорания объясняется их способностью к быстрому отводу тепла. Дело в том, что двигатели в 50-х годах имели чугунную головку блока цилиндров, которая обладала свойством очень быстро перегреваться и повышенный расход масла. Если втулки обеспечивают связь головки и клапанного механизма, то без них механизм имел тесную связь с головкой, что не создавало необходимых условий для отвода тепла.
Таким образом, направляющие втулки клапанов необходимы для отвода тепла, обеспечения минимального расхода масла и точной постановки клапана над отверстием.
Конструкция и принцип работы направляющих втулок
Направляющая втулка изготавливается, исключительно, из металла и может быть выполнена в виде отдельного цилиндра, который имеет продольное отверстие, или в виде цилиндрического отверстия внутри головки блока цилиндров. Отверстие втулки должно максимально точно совмещаться с седлом клапана и иметь небольшой зазор. Такой зазор необходим для исключения возможного заклинивания клапана, так как при повышении температуры металл расширяется, и зазор становится меньшим. Однако, слишком большой зазор может привести к потере воздуха в топливовоздушной смеси и скорейшему износу самой втулки, которая расточится и может стать овальной формы.
Главным плюсом применения направляющих втулок, является их простота обслуживания. Ведь такую направляющую можно изготовить своими руками на любом виде токарных станков.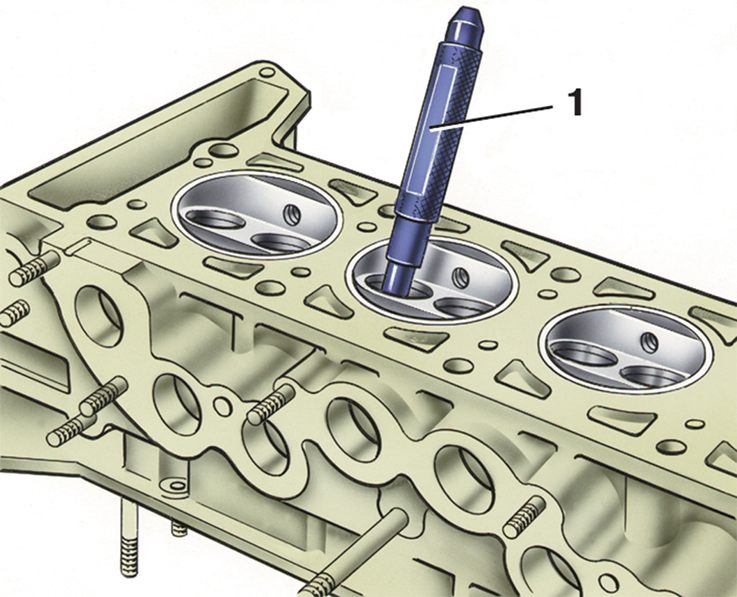 Это может здорово сэкономить время, но при условии, что вы владеете специальными навыками и опытом, так как неправильно изготовленная втулка может стать причиной плохой герметичности клапанов и, как следствие, ускоренного износа целого узла.
Это может здорово сэкономить время, но при условии, что вы владеете специальными навыками и опытом, так как неправильно изготовленная втулка может стать причиной плохой герметичности клапанов и, как следствие, ускоренного износа целого узла.
Замена направляющих втулок ВАЗ 2107
Необходимость замены направляющих втулок возникает в следующих случаях:
- Появление большого расхода масла. Из выхлопной трубы выходит дым сизого цвета. Это говорит о том, что масло попадает в камеру сгорания, а затем в систему выхлопа.
- Во время работы двигателя возникает характерный звук из головки блока цилиндров.
- Выполнение определенных ремонтных работ, к примеру, замена клапанов или капитальный ремонт всей ГБЦ.
Перед заменой втулок нужно снять головку с блока. Порядок действий следующий:
1. Снимите «кастрюлю» воздушного фильтра и слейте охлаждающую жидкость.
2. Открутите все хомуты шлангов карбюратора и снимите шланги. Отсоедините тягу педали газа и выкрутите трос подсоса воздуха. После этого открутите четыре гайки крепления и снимите карбюратор.
Отсоедините тягу педали газа и выкрутите трос подсоса воздуха. После этого открутите четыре гайки крепления и снимите карбюратор.
3. Теперь выкрутите гайки крепления «штанов» к выпускному коллектору.
4. Возьмите торцовый ключ на 10 и открутите все гайки, на которых крепится крышка головки блока цилиндров. После чего, снимите крышку.
5. Затем открутите гайку, предназначенную для крепления распределителя зажигания, и демонтируйте высоковольтные провода. После этого вытащите распределитель и уберите его подальше, чтобы он не препятствовал проведению работ.
6. Развальцуйте и выкрутите болт шестерни распределительного вала. Шестерню необходимо вытащить, а цепь зафиксируйте таким образом, чтобы она не упала в блок цилиндров, так как достать ее будет очень проблематичным.
7. Вместе с валом вытащите постель из распределительного механизма.
8. Открутите болты крепления головки и снимите ее с блока. Будьте осторожны, направляющие втулки могут выпасть вниз, поэтому рекомендуется быть предельно аккуратным.
Будьте осторожны, направляющие втулки могут выпасть вниз, поэтому рекомендуется быть предельно аккуратным.
После демонтажа головки блока цилиндров, необходимо ее протереть сухой тряпкой и очистить ее от следов масла и грязи. После этого можно приступать к замене втулок:
1. В отверстие старых втулок необходимо вставить оправку и аккуратными ударами выбить их молотком. Место посадки необходимо тщательно очистить с помощью бензина. После этого продуйте их сжатым воздухом.
2. Новые втулки необходимо сжать. Для этого можно поместить их в морозильник на два дня. Этот способ является самым эффективным.
3. Для расширения каналов посадки втулок нагрейте головку блока цилиндров на электрической плите до температуры, примерно, сто градусов Цельсия.
4. На новые втулки наденьте специальные стопорные кольца и тем же способом забейте их в посадочные места.
После того, как ГБЦ остынет, нужно примерить стержни клапанов под отверстия втулок. Если они не подходят, отверстия растачиваются до необходимых диаметров.
После сборки узла, установите головку блока цилиндров обратно на блок. По возможности можно заменить прокладку ГБЦ и множество других расходных запчастей. Все это пойдет только на пользу двигателю.
Замена направляющих втулок клапанов Mitsubishi Galant. Как выбить направляющую втулку клапана!
Как выбить направляющую втулку клапана!
Комментарии к теме Замена направляющих втулок клапанов Mitsubishi Galant
Wada
Полезная информация, спасибо за ролик.
Правдина
Я так понял, что принципиально автор не указывает размеры и артикулы резинок
Торобкова Кама
Не нервничай когда обьесняешь автор, а так все доходчиво и понятно! Спасибо
Majeed
Спасибо за видео!!! Очень помогло!!! Прижимную шайбу сбивал после того как срезал наружную обойму подшипника, втулку которая на шлицах нагрел и сбил, упором для неё была прижимная шайба. Вал проще вынимать с подушкой двигателя, в ПЕЖО 307 вся конструкция вынимается в низ. Приобретён только подшипник)) Работа заняла 4 часа.
Вал проще вынимать с подушкой двигателя, в ПЕЖО 307 вся конструкция вынимается в низ. Приобретён только подшипник)) Работа заняла 4 часа.
Расул
Здравствуйте подскажите пожалуйста, вопрос по головке у меня Лачети 1.6. головка на 1 масляный канал,есть ли разница если поставить головку тоже с Лачети но на 2 масляных канала???? Если разница есть, то какая,и чем это черевато? За ранее спасибо.
Windham
Oznaczenie ‘X16XEL’ jest zwyklym nazwa, czy cos konkretnego oznacza?
Jobe
о, дак я сам ее щас поменяю! Спасибо!
Кирюша
Отличное видео, очень полезная информация!
Пилип
Здраствуйте Александр! Я поменял сальники но незабивал их..а просто понатягивал и силой руки прижал…а зделал я так потому что мне старый моторист сказал что они сами запресуються при роботе мотора… я правильно зделал..или все таки придется допресовувать? Зарание спосибо!
Милашка Капушина
Два Дебила — это сила. ..Слушай и делай наоборот!
..Слушай и делай наоборот!
Брайс
Class
Милано
ВСЕ ОТЛИЧНО ТАК ДЕРЖАТЬ, НО ЗВУК ТИХО, НАДО ПОГРОМЧЕ!
Karl
зарплаты не будет- выключай камеру!!!!))))) А где видео, где он стаканчики меняет, вот это будет … с пересвистом!!!!
Амалия
Если в шутку то…монтажная пена!! Фунтик
Вертейко Руф
спасибо. попробую через гену так затянуть. хотя на шкивах с внутренней стороны есть два патая, думаю для фиксации. но доступа под машину нет, а ремень старый есть))
Миланка
Денис что было решено?
Falk
Бред полнейший!!!
Ahearn
Купил себе на днях лачетти,
Devere
Ну и геморой, есть райбер специально для прогонки втулок Газель, цена 500 руб, если райбер с шариком то 1000
Осепришко Антип
Вообще отлично) надо попробовать и не дрейфовать) спасибо!
Эрика Гуделова
у меня тоже застучала. какую надо покупать?.сказали фторопластовую.?дайте каталожный номер пожалуйста
какую надо покупать?.сказали фторопластовую.?дайте каталожный номер пожалуйста
Хуршид Костулин
Спасибо за видео!
Камелия
Снимаете видео будьте добры звук сделать..палец вниз
Emmanuele
Только диванные умники могут обсирать и лить негатив по насмотрятся мля понимаешь. И начинают. То да се есть те люди кто делает не боится и время еще находит снимать. И очень кому помогает видео тому кто тоже делает. И не мычит потом на сто от никчемной проблемки
Петя
Молодец парень.
Зинур
Что за дитирубис?))) Бормашинка, Дремель?
Martyn
Молодцы, полезное видео
Данило
есть артикул этого вкладыша? где его можно купить?
Престон
Отличное видео! Рассказано и показано так, что вопросов не возникает!
Нуртас
Удалил этот …й клапан и не нарадуюсь! После сборки начал прокачивать но пузырьки не прекращались со стравливающего штуцера, тогда я подтянут тот под которым был клапан и все норм стало! Вообщем всем советую! Вам спасибо за видос!
Прокомментировать
Опубликовать
Направляющие клапанов ВАЗ,замена направляющих втулок клапанов ВАЗ,замена направляющих втулок клапанов ВАЗ 2106,замена направляющих втулок клапанов ВАЗ 2108
Приветствую вас дорогие читатели этого сайта. Продолжая рубрику о ремонте головки блока цилиндров, сегодня хочу показать и главное рассказать вам, как наиболее правильно произвести замену направляющих втулок клапанов. Многие механики, делают это грубым способом (с помощью молотка и зубила :)) и как правело это не обходиться без повреждений самой головки. Мы же будим использовать специальный инструмент для достижения максимального положительного результата.
Продолжая рубрику о ремонте головки блока цилиндров, сегодня хочу показать и главное рассказать вам, как наиболее правильно произвести замену направляющих втулок клапанов. Многие механики, делают это грубым способом (с помощью молотка и зубила :)) и как правело это не обходиться без повреждений самой головки. Мы же будим использовать специальный инструмент для достижения максимального положительного результата.
И так, процесс замены направляющих практически одинаков для всех моделей марки ВАЗ. Мы же будем производить замену втулок на головке двигателя ВАЗ 21011.
Для замены направляющих втулок нужно снять пружины и клапана. Советую вам прочитать специальную статью (Замена клапанов ВАЗ.). В статье по замене клапанов Вы ознакомитесь с подробнейшей информацией как правильно проделать всю операцию.
Мы не будем выбивать направляющие специальной наставкой при помощи молотка, так как можно повредить посадочную плоскость в головке, куда запрессовывается направляющая. Могут остаться задиры или получится эллипс, что нам вообще не нужно. Для этого мы будем использовать специальный съёмник для снятия и установки направляющих втулок клапанов.
Могут остаться задиры или получится эллипс, что нам вообще не нужно. Для этого мы будем использовать специальный съёмник для снятия и установки направляющих втулок клапанов.
Как изготовить данный инструмент и как им работать я подробно описал в статье (Инструмент для ремонта Г.Б.Ц.).
Так как съёмник у нас универсальный, то нужно подложить под него втулку определённого размера. Втулка подбирается таким образом, что бы при установке съёмника резьбовая часть выходила из направляющей втулки клапана на два три сантиметра.
Устанавливаем съёмник и фиксируем его двумя обточенными гайками.
Можно конечно сделать и одну большую гайку, что бы уменьшить нагрузку на резьбу, но есть то, что есть.
Теперь придерживая верхним ключом центральную часть съёмника, нижним впрессовываем направляющую втулку. Будьте внимательны, когда приложите усилие на съёмник, должен прозвучать характерный звук (щелчок), это означает, что втулка сдвинулась с места и выходит наружу.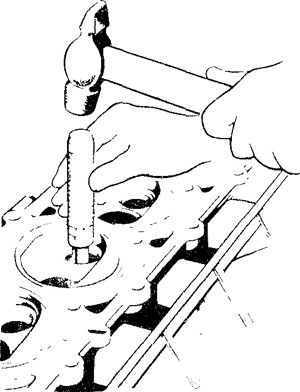 Продолжаем выкручивать винт до полного выхода направляющей втулки.
Продолжаем выкручивать винт до полного выхода направляющей втулки.
Взяв новую втулку, обязательно обрабатываем её маслёнкой из моторным маслом, для того что бы она легче заходила на своё место.
Для запрессовки нам понадобится специальная втулка, с конической фаской, которая упирается в седло клапана. Втулки нужны две одна большего диаметра для посадочного места впускного клапана и вторая меньшего для выпускного.
Устанавливаем их вот так.
И устанавливаем сам съёмник.
Подбираем распорные втулки съёмника так, что бы при установке новой направляющей втулки резьбовая часть выглядывала два три сантиметра.
Так, как верхняя часть направляющей втулки изготовлена со специальным буртиком, нам понадобится специальная гайка, которая будет упираться в направляющую, и не повредит буртик. Чем этот буртик важен? На этот буртик крепится резиновый колпачок (сальник), и повреждение его не даст сто процентной гарантии в герметичности.
Вот так выглядит специальная гайка, которой мы поджимаем новую направляющую.
После установки специальной гайки, осталось немного резьбы на шпильке и что бы уменьшить нагрузку на резьбу, накручиваем дополнительную резьбовую втулку.
Теперь нам осталось только запрессовать втулку на своё место. Когда втулка дойдёт до своего места (на ней установлено стопорное кольцо, которое предупреждает о правильной посадке втулки на нужную величину), прокручивание станет туже, в этот момент нужно остановиться, что бы ни сломать направляющую. Разбираем съёмник и видим вот такую картину.
Всё направляющая у нас запрессована, но это как говорится ещё не всё. Теперь нужно подогнать её к нужному посадочному размеру. После запрессовки, её немного сдавило и теперь её размер меньше чем 8 мм. Для этого нам понадобится развёртка диаметром 8.00.
Устанавливаем её в направляющую и не придавливая а свободно прокручивая развёртываем отверстие.
Так же ещё раз напомню, что как пользоваться инструментом и как его выбирать я написал в специальной статье, ссылка вверху текста.
После того как развернули отверстие, его нужно продуть сжатым воздухом, что бы удалить все опилки.
Теперь приступим к замерам. Нам нужно узнать, какой диаметр отверстия в направляющей. Потому как на развёртке написан диаметр 8 мм. А ним нужно знать, сколько получилось на самом деле. Что бы это проверить, нам понадобится индикатор внутромер.
Как показывает прибор, у нас размер получился в плюсе две сотки. Далее замеряем толщину ножки клапана. Её замеряем микрометром.
Диаметр ножки клапана оказался 7.99 мм. В принципе три сотки это нормальный зазор между ножкой клапана и направляющей втулкой.
Далее устанавливаем на место клапан и подсветив его лампой сверху тарелки мы видим совсем неприятную картину.
Мы видим, что клапан не полностью прилегает к седлу. Это означает что при каждой замене направляющей втулки клапана, теряется соосность между центром втулки и центром седла клапана. Что бы решить эту проблемку нужно подвести шарошками седло. Как правильно прошарошить седло клапана я полностью описывал в статье (Притирка клапанов ВАЗ).
Ну, вот и всё, теперь осталось только притереть клапана и собрать всё обратно. О притирке советую прочитать статью, на которую ссылка чуть выше.
До новых публикаций.
На главную.Замена направляющих втулок клапанов Mazda Atenza. Выпрессовка направляющих клапанов
Выпрессовка направляющих клапанов, как выбить направляющие клапанов при помощи перфоратора.
Комментарии к теме Замена направляющих втулок клапанов Mazda Atenza
Мазай
все меняется. не слушай дибилов.Исмаил
Чтоб пережать резиновый шланг используй 2 гвоздя и две гайки или шайбы. Так эффективно пережимать шланг даже в дороге.
Даурен
Не не не…так не пойдет.Нужно насверлить дырок в направляющей и клапане.Danton
А еще проще мужики-кто решил заниматься головками серьезно, достаточно простых наставок под втулки + прес не мудренный с ипользованием домкрата и будет вам счастье! (А я вам разумную идейку покинул- для всех марок машин.Сункар Айтабаев
почему траит двигатель на ладе калине2Артак Сушягин
После 5 минутной промывки лавр движок начал жрать масло. Примерно литр на 200 км. При этом масло ни где не бежит. На днях пробило прокладку гбц и тосол пошол в бачок. Снял башку, поршневая боле мене живая, зазоры между поршнем и цилиндром конечно есть, но не большой, кольца ходят. Разобрал клапана и что интересно. Все впускные практически в идеале. Только минимальный люфт в направляйках. А вот все выпускные в мясо. В раене камеры выпуска прогорели и утончились, стали кривые и разбили втулки.Завтра буду греть башку на плитке и менять направляйки на новые. Затем фрезеровка башки, притирка новых клапанов и обратная сборка. Клапана, направляйки и колпачки взял SM. Но юбка клапана магнитится и это настораживает.
Клапана, направляйки и колпачки взял SM. Но юбка клапана магнитится и это настораживает.Шелковин Айбек
…Щесняк Мирон
Когда воду добавляет то ремень сразу уходит в сторону, и потихоньку возвращяется обратно и наростает свист. Вот что это?Абдула
ну как направляющая себя ведет?Хор
Ну вы мастер! Попшикать вд… Для суппортов есть специальная монтажная смазка. Людей убиваете таким ремонтом тормозов.Владлен
Якщо сальникі клапанів з 2015 року, чи можна їх ставити в моторЖылдыз
Не простое сотрясание воздуха а конкретный результат измерений. Хорошая работаАлвин
Что пришлось делать после покупки и в какие деньги?Киршаков Брага
С интересом посмотрел обе серии. У меня точно такойже двигатель только на KIA RIO2. Двигатель этот G4EE, ставится на многие модели. Конено автор наверняка просто не слышал как работает данный двигатель ни на ходу ни на холостую. Ни каких бряков и стуков и темболее от цепи нет. Мотор всегда работает тихо просто шелестит. В отличии от вазовских моторов, при всей их простоте однако они гремучие и шумные на всех практически режимах. И кстати этот двигатель мощнее 8 клапанника 1.6л от ваза.
И кстати этот двигатель мощнее 8 клапанника 1.6л от ваза.Кунтохин Каспер
Течь масла из всех щелей может происходить из-за забитого сапуна отвода картерных газов. И никакая прокладка и сальник вам не помогут. Автору на заметку.Шеликарев Буб
Она стоит то копейки.. скупой платит дважды,будешь пять раз снимать ремонтировать и в итоге новую купишьАндрон
хороший метод но не доработанный все точно также сверлиш отверстие но не отвертку заливаеш а шестигранник звездочкой он в наборе подсчи в каждом есть шестигранник уже в головке запресованный под среднюю трещетку и о чудо выкрутил без особых усилийНаписать комментарий
Опубликовать
— Мировой отчет журнала Cycle Source Magazine
Опубликовано в ноябрьском выпуске Cycle Source
за 2013 год Ну это всегда облом, но его нужно заменить! Выявить неисправность направляющей клапана непросто. В этом случае задний цилиндр работал так, как будто он был на малой степени сжатия. Он также сжигал масло из заднего цилиндра. После проверки компрессии он показал 75 фунтов на квадратный дюйм. — слишком низко. Все, что ниже 100, означает вялый двигатель; пора тянуть заднюю голову.
Он также сжигал масло из заднего цилиндра. После проверки компрессии он показал 75 фунтов на квадратный дюйм. — слишком низко. Все, что ниже 100, означает вялый двигатель; пора тянуть заднюю голову.
Итак, мы пригласили наших хороших друзей в BC Cycles в Апленде, Калифорния. чтобы помочь нам в этом. Вятт оторвал голову от нашего измельчителя «Лопата» и начал ее ломать.
Вам необходимо приобрести инструмент для сжатия пружины клапана. Тот, который мы использовали, был сделан инструментами Mac. Он используется для автомобилей, но подойдет и для мотоциклов.
После снятия пружин и снятия клапанов мы заметили, что впускная направляющая ослабла. Эти направляющие вдавлены и вообще не должны двигаться.Это довольно техническая работа, и вам обязательно стоит обратиться к руководству по эксплуатации.
К счастью, у BC Cycles очень хороший запас запчастей, поэтому у них было то, что нам нужно. Мы посмотрели на руководство и заметили, что на нем написано «стандарт» (Std. ). Мы также измерили диаметр, чтобы проверить еще раз.
). Мы также измерили диаметр, чтобы проверить еще раз.
Для этой работы вам потребуются уплотнения направляющей клапана, направляющая клапана +.001 и направляющая клапана +.002. Очень важно, чтобы у вас было два размера. Снимите все с головы. Затем купите себе небольшой пропановый мангал, чтобы согреть голову.Не используйте тот, на котором готовите еду; ты поблагодаришь меня позже. Сунуть туда голову и нагреть. Голова не должна быть очень горячей, просто хорошей и теплой, почти чтобы имитировать рабочую температуру.
Выньте голову в толстых перчатках. Здесь неплохо было бы поработать на красивой деревянной скамье. Возьмите инструмент для установки направляющей клапана, молоток и ударьте по направляющей размером 0,001 до тех пор, пока выступ на направляющей полностью не сядет. Это было слишком легко? Да, это так.
Хорошо, переверните голову и выбейте направляющую.Возьмите руководство по размеру .002 и нажмите на него. Чтобы положить руководство, потребовалось немного больше мешка, верно? Вот чего мы хотим.
Следующим шагом является определение размера направляющей. Размер руководства действительно важен. В книге указано, что внутренний диаметр должен быть на 0,001 больше внешнего диаметра стержня клапана. Итак, мы использовали твердосплавный расширитель, чтобы развернуть центр направляющей. Не торопитесь и убедитесь, что клапан плавно входит и выходит из направляющей. Я не могу уделить этому вопросу достаточно внимания.Если клапан висит или немного тянется, растяните направляющую еще немного. При этом не вынимайте слишком много материала, иначе направляющая утиль. Итак, руководство готово!
Теперь нам нужно отрезать седло клапана так, чтобы оно соответствовало углу новой направляющей. Чтобы вырезать седла клапанов, мы использовали наши твердосплавные режущие инструменты Neway. Седла лопаты и большинство клапанов Harley имеют три угла: 36, 46 и 60 градусов. Обратитесь к руководству вашего магазина.
Итак, мы хотим, чтобы клапаны имели хорошее уплотнение и стыковались с седлом без утечек. После обрезки углов в соответствии с инструкцией по эксплуатации мы готовы проверить нашу работу.
После обрезки углов в соответствии с инструкцией по эксплуатации мы готовы проверить нашу работу.
Нанесите на клапан немного синего материала, чтобы можно было определить, где клапан трутся о седло. Поверните этот клапан
вперед и назад. Это узор на лицевой стороне клапана .050 дюйма шириной и 2/3 до края клапана? В противном случае следуйте процедуре, указанной в инструкции по эксплуатации, пока это не произойдет.
Хорошо, большая часть тяжелой работы сделана. Очень хорошо очистите клапан и седло.Вставьте клапан в направляющую и установите уплотнение. Не торопитесь с этим. Вы не хотите испортить печать. Нанесите немного масла на шток клапана и уплотнение, чтобы упростить установку.
Пора вернуть клапаны и пружины в головку. Снова используйте инструмент для сжатия пружины клапана. Как только все будет внутри, мы проверим на предмет утечек. Распылите немного очистителя карбюратора через впускной канал
. и проверьте, нет ли утечек через клапан. Если это так, то седло необходимо обрезать немного лучше, чтобы оно соответствовало поверхности клапана.Если нет, то вы сделали это! Это большая работа для любого. Также очень важно иметь все необходимые инструменты.
Если это так, то седло необходимо обрезать немного лучше, чтобы оно соответствовало поверхности клапана.Если нет, то вы сделали это! Это большая работа для любого. Также очень важно иметь все необходимые инструменты.
Во всем, что мы делаем, очень важно уделять время правильному выполнению работы. Спасибо Вятту из BC Cycles. Без вас мы бы не справились.
Trego GM600 vs Carmec VGP 1200
Статья, которую предлагает Ultimate Tooling, представляет собой широкое сравнение на гидравлических прессов для снятия направляющих клапана двигателя Trego GM600 и Carmec VGP 1200 .
Учитывая полноту и инсайты, которые рассматриваются, статья разделена на 3 раздела, к которым можно обращаться, используя кнопки внизу страницы.
Снятие и замена направляющей клапана
Когда мы говорим о снятии или замене направляющей клапана двигателя, на рынке имеется несколько комплектов для извлечения направляющих клапана .
Идем от более-менее профессионального оборудования , к тем, кто устраивается с молотком и пробойником для снятия направляющей клапана.
С другой стороны, самые умелые и изобретательные механики и специалисты по ремонту двигателей самостоятельно изготавливают свой собственный экстрактор направляющих клапана в соответствии со своими потребностями.
Одна из нескольких комплектов для удаления направляющих клапанов
Жестокий метод снятия направляющих клапанов
Не принимая во внимание импровизированных инструментов для замены направляющих клапанов и жестоких архаичных методов снятия направляющих клапанов , мы решили сосредоточиться исключительно на самых специальные и исполнительные механизмы для снятия направляющих клапанов с головки двигателя.
Направляющие клапанов различных типов и размеровГидравлические прессы для снятия направляющих клапанов двигателя
Наверняка над каждым инструментом или рабочим оборудованием, предназначенным для снятия направляющих клапанов, находятся прессы направляющих клапанов , машины, специально разработанные для этой цели.
И в этой статье мы хотим изучить и сравнить 2 гидравлических пресса для направляющих клапана, которые конкурируют за лидерство на рынке , а именно:
- Trego GM600 — Гидравлический пресс для снятия направляющих клапана
- Carmec VGP 1200 — Гидравлический пресс для сборки и разборки направляющих клапанов с головок блока цилиндров
Гидравлический пресс для направляющих клапанов Trego GM600
Универсальный гидравлический пресс для снятия направляющих клапанов Carmec VGP 1200
В проведении такого сравнения нам помогли Карло Пьятти из Clio Tecno Trade , исторической компании в провинции Турин, которая представлена более 60 лет назад, в продажа и распространение машин и оборудования для мастерских по ремонту двигателей .
Благодаря опыту и знаниям, которыми обладает Карло Пьятти в области ремонта двигателей, а также непосредственному знанию обоих прессов с направляющими клапанами , нам будет легче провести сравнение между Trego GM600 и прессом . Кармек ВГП 1200 .
Кармек ВГП 1200 .
Trego GM600 — Гидравлический пресс для направляющих клапанов
Гидравлический пресс для замены направляющих клапанов Trego GM600 производится в Швеции компанией Trego Maskin AB от Люсдаля, в центральной Швеции, в 300 км от Стокгольма.
Trego GM600 — самый старый из двух прессов для снятия направляющих клапана, которые мы исследовали, находится на рынке около пятнадцати лет .
Общий вид пресса для снятия направляющей клапана Trego GM600Каркас гидравлического пресса для снятия направляющей клапана Trego GM600
Гидравлический пресс для сборки и разборки направляющих клапана состоит из трубчатой рамы прямоугольного сечения , на которой установлена опорная рама для головок двигателя фиксируется.
Опорная опора с головками двигателя
Опора, в свою очередь, состоит из трубы квадратного сечения, по которой перемещаются 2 опорных кронштейна для горизонтальных опорных балок для головок двигателя.
Он также оснащен маховиком регулировки, который позволяет наклонять опору до 50 ° , даже в случае снятия наклонных направляющих клапана .
Узел головки и гидравлический поршень
На цилиндрической штанге, с другой стороны, за извлечение направляющих клапана отвечает горизонтальное скольжение узла головки, в котором находится гидравлический поршень.
На головке имеется 2 манометра для грубой и точной индикации идеального рабочего давления для снятия направляющих клапана.
Также на головке имеется переключатель для включения / выключения гидравлического силового агрегата и кнопка запуска , а с правой стороны — регулятор давления поршня .
В головном блоке расположены две светодиодные лампы на 12 В .
С-дуга Trego GM600
Особенностью Trego GM600 является то, что С-дуга имеет двойное вертикальное смещение .
Сначала происходит движение поршня вниз для центрирования пуансона относительно оси направляющей клапана, затем С-образная дуга поднимается, чтобы приблизить нижнюю контрточку к головке двигателя .
Наконец, давление поршня применяется для извлечения направляющей клапана.
Дополнительные функции и аксессуары
Гидравлический пресс для сборки и снятия направляющих клапана Trego GM600 дополнительно оснащен съемным лотком , который собирает извлеченные направляющие клапана.
Кроме того, имеется передний ящик , в котором находятся все различные пуансоны для извлечения направляющих клапана и различные аксессуары.
Хороший набор пуансонов и набор драйверов направляющих клапана входят в стандартную комплектацию.
Завершив этот обширный обзор пресса для снятия направляющих клапана Trego GM600, давайте перейдем к следующей странице , чтобы узнать об особенностях пресса для гидравлических направляющих клапана Carmec VGP 1200, созданного словенской компанией Carmec.
Carmec VGP 1200 — Гидравлический пресс для направляющих клапана
Совсем недавно Carmec VGP 1200 — Гидравлический пресс для направляющих клапана имеет более прочную конструкцию на и более продвинутые технические характеристики , такие как с двойным гидравлическим поршнем, нижним и верхним , и другие интересные механические решения, которые мы сейчас обнаружим.
Универсальный гидравлический пресс для снятия направляющих клапанов Carmec VGP 1200Каркас пресса для направляющих клапанов Carmec VGP 1200
Каркас гидравлического пресса Carmec VGP 1200 для снятия направляющих клапанов двигателя также выполнен из трубы прямоугольного сечения, образующей прочная несущая рама .
Затем рама покрывается панелями из листового металла , которые придают дополнительную прочность всей машине.
Опорная опора для головки двигателя
Опорная опора выглядит на сразу более устойчивой, чем направляющий пресс клапана Trego GM600 , так как в данном случае она состоит из 2 массивных стальных стержней с прямоугольным сечением , на которых опирается поперечная скользящие скобы, поддерживающие головку двигателя.
На правой стороне пресса направляющих клапанов мы находим маховик, который воздействует на угол опоры, допускает наклон до 50 ° и, таким образом, позволяет легко извлекать направляющие клапана из головок двигателя с наклонными клапанами .
Головка пресса для направляющих клапана Carmec VGP 1200
Также в случае гидравлического пресса для направляющих клапана Carmec VGP 1200 головка перемещается на путем надевания С-образной дуги на прочную выпрямленную цилиндрическую штангу .
Вся панель управления расположена на передней части головки, где они расположены:
- Старт / Стоп кнопка гидроагрегата
- Верхний или нижний Селектор гидравлического поршня
- Регулировка давления ручка
- Джойстик подъема / опускания верхнего или нижнего поршня
- Световой индикатор активного гидравлического поршня
- Концевой выключатель верхнего поршня
- Манометр Индикатор рабочего давления
- Кнопка аварийного останова
В комплекте с головным устройством идут две светодиодные прожекторы 12 В , очень удобные при замене направляющих клапанов.
С-образная дуга и двойной гидравлический поршень
В гидравлическом прессе для направляющих клапана Carmec VGP 1200 С-образная дуга состоит из 2 независимых гидравлических поршней .
Фактически, в то время как верхний поршень служит для снятия направляющих клапана, нижний выполняет опорную функцию, чтобы избежать изгиба головки цилиндра во время извлечения направляющей клапана.
Наличие у нижнего поршня является принципиальной прерогативой для тех, кто хочет снять направляющие с больших ГБЦ , не повредив головку двигателя.
Как упоминалось ранее, С-образная дуга скользит горизонтально по стальному стержню, но, поворачиваясь на ней, может также наклоняться на несколько градусов вперед и назад, что облегчает центрирование пуансона внутри направляющей клапана .
Дополнительные функции и принадлежности
В случае пресса для направляющих клапана Carmec VGP 1200, извлеченные направляющие клапана с электродвигателем попадают в сборную камеру , которая затем опорожняется в конце операций по снятию направляющих клапана.
Стандартное оборудование , доступное в гидравлическом прессе Carmec VPG 1200 для снятия направляющей клапана, очень богатое и полное .
Различные инструменты и принадлежности позволяют универсальное использование станка при выполнении обычных операций по обработке головки блока цилиндров.
Фактически, с помощью соответствующих пуансонов, пресс для направляющих клапана Carmec VGP 1200 также позволяет:
- Извлечение направляющей клапана
- Вставка направляющей клапана
- Демонтаж фиксаторов клапана двигателя
- Вставка колец седла клапана
Все аксессуары и пуансоны можно удобно хранить в практичной консоли на левой стороне машины.
Ознакомившись также с техническими и конструктивными характеристиками гидравлического пресса для снятия направляющей клапана Carmec VGP 1200, мы можем перейти на следующие страницы к , сравнить характеристики и работоспособность 2 машин .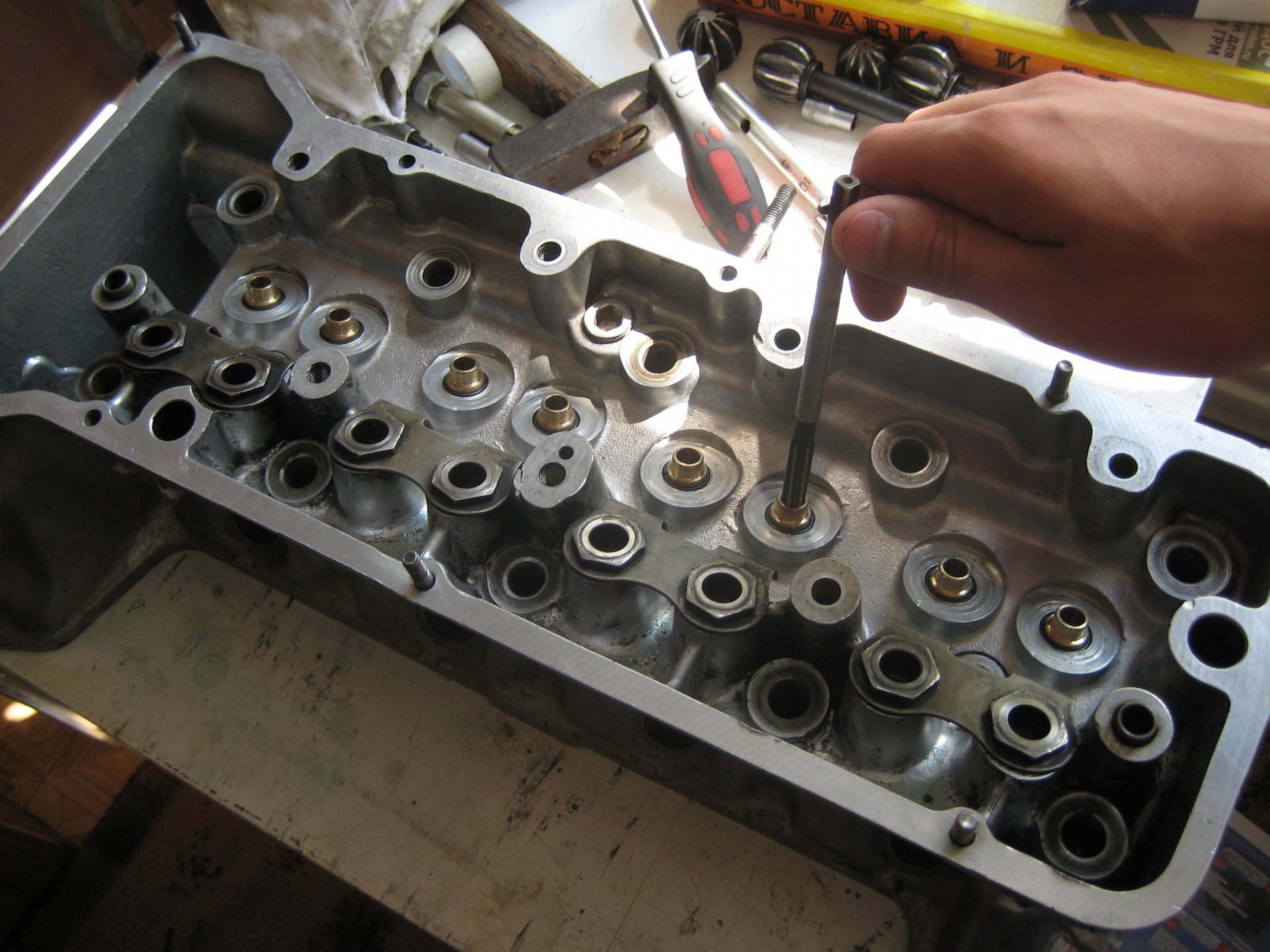
Технические характеристики гидравлических прессов для снятия направляющих клапанов
Прежде всего, начнем со сравнения технических данных, представленных в таблице ниже.
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ | Trego GM600 | Carmec VGP 1200 |
|---|---|---|
| Горизонтальное перемещение | 675 мм | 1100 мм |
| 260 мм | 150 мм | |
| Ход нижнего цилиндра | Н.P. | 120 мм |
| Угол наклона рамы | 50 ° | 50 ° |
| Рабочее давление | 210 бар | 200 бар |
| Регулируемое давление | ND5 | |
| Прижимное усилие | 0 ÷ 6 тонн | 0 ÷ 16 тонн |
| Мощность двигателя | 1,6 кВт | 0,75 кВт |
| Скорость штока | N. D D | 28 мм / мин |
| Электрическое напряжение | 400 В — 3 фазы — 50 Гц | 400 В — 3 фазы — 50 Гц |
| Управляющее напряжение | 24V | 24V |
| мм Длина | 1550 мм | |
| Ширина | 890 мм | 900 мм |
| Высота | 1700 мм | 1980 мм |
| Вес | 370 кг | 9034 9034 9034 Сразу видно, что по производительности Carmec VGP 1200 намного превосходит Trego GM600 .





 Чтобы завершить тщательный осмотр различных деталей, механик должен полностью разобрать головку блока цилиндров. Разборка будет включать удаление клапанов (типа OHC), заглушек и любых уплотнений (Примечание: все уплотнения должны быть автоматически заменены во время обслуживания головки блока цилиндров).
Чтобы завершить тщательный осмотр различных деталей, механик должен полностью разобрать головку блока цилиндров. Разборка будет включать удаление клапанов (типа OHC), заглушек и любых уплотнений (Примечание: все уплотнения должны быть автоматически заменены во время обслуживания головки блока цилиндров).
 Как правило, механик должен уметь снимать четыре направляющих клапана (работая быстро) без повторного нагрева головки.
Как правило, механик должен уметь снимать четыре направляющих клапана (работая быстро) без повторного нагрева головки.
 Если вы хотите использовать шток клапана большего размера, зачем вам менять направляющую? Просто возьмите развертку / хонингование и откройте его так, как хотите. Почему вы хотите использовать больший стебель? Большинство людей хотят использовать стебли меньшего размера.С чугунной головкой и литыми / бронзовыми направляющими подойдет пресс .0015-.002, пресс .003-.005 на алюминиевой головке (мне нравится .004-.005). Установка направляющих в алюминиевые головки — вот где все. Нагрев / охлаждение вступает в игру, поэтому вы не заедаете направляющее отверстие, вызывая больше проблем.
Если вы хотите использовать шток клапана большего размера, зачем вам менять направляющую? Просто возьмите развертку / хонингование и откройте его так, как хотите. Почему вы хотите использовать больший стебель? Большинство людей хотят использовать стебли меньшего размера.С чугунной головкой и литыми / бронзовыми направляющими подойдет пресс .0015-.002, пресс .003-.005 на алюминиевой головке (мне нравится .004-.005). Установка направляющих в алюминиевые головки — вот где все. Нагрев / охлаждение вступает в игру, поэтому вы не заедаете направляющее отверстие, вызывая больше проблем. Теперь вам нужно установить седла, клапан будет перемещен, что вызовет проблемы с клапанным механизмом, то и дело.
Теперь вам нужно установить седла, клапан будет перемещен, что вызовет проблемы с клапанным механизмом, то и дело.

 Учитывая, что вы можете бездельничать только в лесу, это может быть не так уж и опасно.
Учитывая, что вы можете бездельничать только в лесу, это может быть не так уж и опасно.
 Теперь климеры должны дать вам диаметр стержня клапана с пределом допуска.Проверьте свой старый клапан на этот диаметр, также хорошее время, чтобы проверить ширину седла клапана (площадь контакта), потому что вы не хотите согласовывать битовый клапан с новой направляющей.
Теперь климеры должны дать вам диаметр стержня клапана с пределом допуска.Проверьте свой старый клапан на этот диаметр, также хорошее время, чтобы проверить ширину седла клапана (площадь контакта), потому что вы не хотите согласовывать битовый клапан с новой направляющей. 07.2011, 16:41
07.2011, 16:41 07.2011, 18:06
07.2011, 18:06 Если вы можете, я бы вернул их и обыскал несколько магазинов PowerSport или позвонил в магазин мотоциклов / механический магазин и купил запасной рынок, который будет готов к работе. Насколько я понимаю, направляющие необходимо отточить и после того, как они будут развернуты. Не знаю, зачем им хонингование, но когда я строил двигатели, помню, как читал о правильном способе регулировки направляющих, но все, с чем я имел дело, прошло идеально, никогда не было этой проблемы с направляющими меньшего размера. Мэтт
Если вы можете, я бы вернул их и обыскал несколько магазинов PowerSport или позвонил в магазин мотоциклов / механический магазин и купил запасной рынок, который будет готов к работе. Насколько я понимаю, направляющие необходимо отточить и после того, как они будут развернуты. Не знаю, зачем им хонингование, но когда я строил двигатели, помню, как читал о правильном способе регулировки направляющих, но все, с чем я имел дело, прошло идеально, никогда не было этой проблемы с направляющими меньшего размера. Мэтт Я бы подумал, что Honda будет придерживаться более жестких допусков со всей своей историей надежности и хорошо сделанными двигателями. Интересно, как это, то есть руководство слишком маленькое. Держите нас в курсе, если найдете что-нибудь, я думаю, вторичный рынок будет готов к работе !!! Мэтт
Я бы подумал, что Honda будет придерживаться более жестких допусков со всей своей историей надежности и хорошо сделанными двигателями. Интересно, как это, то есть руководство слишком маленькое. Держите нас в курсе, если найдете что-нибудь, я думаю, вторичный рынок будет готов к работе !!! Мэтт Я спросил его, имеет ли он в виду повторение, он сказал, что нет, это совсем другое. какая правда на это? Я никогда не слышал об этом, но теперь я действительно запутался в IDK? ржунимагу!!!
Я спросил его, имеет ли он в виду повторение, он сказал, что нет, это совсем другое. какая правда на это? Я никогда не слышал об этом, но теперь я действительно запутался в IDK? ржунимагу!!!  .. сделай все правильно на этот раз и гордись самодельной совершенно новой головой.
.. сделай все правильно на этот раз и гордись самодельной совершенно новой головой. 09.2011, 20:31
09.2011, 20:31 Я работаю допоздна, ха-ха
Я работаю допоздна, ха-ха Кроме того, нагревание головы не приведет к выпадению направляющих. Этот двигатель нагревается каждый раз, когда вы его запускаете, а они остаются внутри. Я согласен, нагрейте его в духовке, чтобы алюминий не покоробился, а затем вытолкните их или используйте пресс.Определенно рекомендуется использовать пресс, чтобы вы получали равномерное давление на направляющую, а не только резкие быстрые удары. Надеюсь, это поможет.
Кроме того, нагревание головы не приведет к выпадению направляющих. Этот двигатель нагревается каждый раз, когда вы его запускаете, а они остаются внутри. Я согласен, нагрейте его в духовке, чтобы алюминий не покоробился, а затем вытолкните их или используйте пресс.Определенно рекомендуется использовать пресс, чтобы вы получали равномерное давление на направляющую, а не только резкие быстрые удары. Надеюсь, это поможет.
 И я все еще не уверен, что это исправит?
И я все еще не уверен, что это исправит? lol, поэтому я заклеил полосатые отверстия и прочее, lol, теперь я заметил, что у моего поршня был небольшой люфт в цилиндре, хорошо или плохо? каждый говорит, что у него должен быть маленький идентификатор, говорят, что у него (оценка) 0,014 на щупе.
lol, поэтому я заклеил полосатые отверстия и прочее, lol, теперь я заметил, что у моего поршня был небольшой люфт в цилиндре, хорошо или плохо? каждый говорит, что у него должен быть маленький идентификатор, говорят, что у него (оценка) 0,014 на щупе. Я бы сделал это для уверенности.
Я бы сделал это для уверенности. 09.2011, 20:21
09.2011, 20:21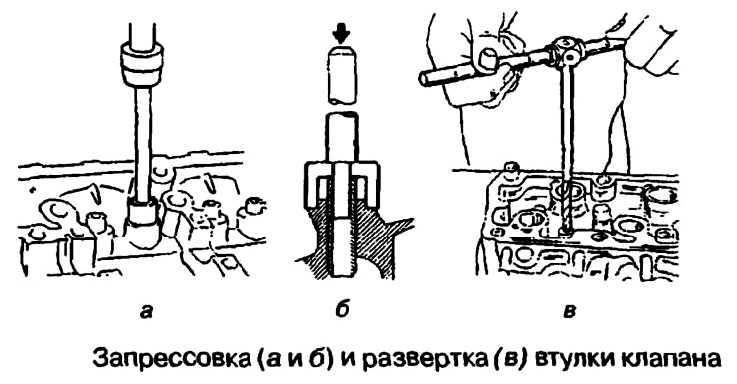 Может мне переехать туда и открыть магазин?
Может мне переехать туда и открыть магазин? Несмотря на то, что они обладают большой мощностью и на них легко ездить, техническое обслуживание клапанного механизма — это их обязанность. Здесь мы рассмотрим правильную практику замены клапанов и пружин клапанов.
Несмотря на то, что они обладают большой мощностью и на них легко ездить, техническое обслуживание клапанного механизма — это их обязанность. Здесь мы рассмотрим правильную практику замены клапанов и пружин клапанов.  Эта статья, в конечном итоге, даст вам контрольный список, чтобы в следующий раз, когда вам нужно будет установить клапаны в двигатель, вы будете хорошо оснащены.
Эта статья, в конечном итоге, даст вам контрольный список, чтобы в следующий раз, когда вам нужно будет установить клапаны в двигатель, вы будете хорошо оснащены. Функция направляющей клапана заключается в том, чтобы обеспечить хорошее управление положением клапана при возвратно-поступательном движении вверх и вниз.Обеспечение того, чтобы поверхность клапана постоянно контактировала с седлом в одном и том же месте, важно для производительности двигателя, а также для обеспечения долговечности седла и клапана.
Функция направляющей клапана заключается в том, чтобы обеспечить хорошее управление положением клапана при возвратно-поступательном движении вверх и вниз.Обеспечение того, чтобы поверхность клапана постоянно контактировала с седлом в одном и том же месте, важно для производительности двигателя, а также для обеспечения долговечности седла и клапана.
 Перед установкой новых клапанов в этой бывшей в употреблении головке в авторитетном магазине будут заново отрегулированы седла клапана.
Перед установкой новых клапанов в этой бывшей в употреблении головке в авторитетном магазине будут заново отрегулированы седла клапана.  Из-за высокого уровня точности, необходимого для обеспечения концентрических седел и направляющих клапанов, следует использовать цех, оборудованный специализированными станками для резки седел, а не ручными резаками седел.
Из-за высокого уровня точности, необходимого для обеспечения концентрических седел и направляющих клапанов, следует использовать цех, оборудованный специализированными станками для резки седел, а не ручными резаками седел.
 Однако важно убедиться, что они не надеты. Проверьте седла и фиксаторы на предмет износа, который обычно возникает в результате контакта с пружиной клапана. Если наблюдается сильный износ или вмятины, эти детали следует заменить. Точно так же считается лучшей практикой замена держателей и уплотнений штока клапана в рамках капитального ремонта клапана.
Однако важно убедиться, что они не надеты. Проверьте седла и фиксаторы на предмет износа, который обычно возникает в результате контакта с пружиной клапана. Если наблюдается сильный износ или вмятины, эти детали следует заменить. Точно так же считается лучшей практикой замена держателей и уплотнений штока клапана в рамках капитального ремонта клапана.
 Затем клапан осторожно вращается вперед-назад в течение нескольких секунд. После осторожного снятия клапана маркер или краситель, покрывающий седло клапана, должны были перейти на поверхность клапана.Полученный рисунок контакта и ширина контакта могут быть использованы для оценки качества поверхности уплотнения. Поверхность клапана должна показывать, что она полностью контактирует по всей своей окружности с седлом клапана. Ширина контакта должна быть тщательно измерена штангенциркулем, а полученная ширина должна быть проверена на соответствие техническим характеристикам, указанным в руководстве по обслуживанию.
Затем клапан осторожно вращается вперед-назад в течение нескольких секунд. После осторожного снятия клапана маркер или краситель, покрывающий седло клапана, должны были перейти на поверхность клапана.Полученный рисунок контакта и ширина контакта могут быть использованы для оценки качества поверхности уплотнения. Поверхность клапана должна показывать, что она полностью контактирует по всей своей окружности с седлом клапана. Ширина контакта должна быть тщательно измерена штангенциркулем, а полученная ширина должна быть проверена на соответствие техническим характеристикам, указанным в руководстве по обслуживанию.
 Поскольку диаметры впускного и выпускного клапана могут отличаться, убедитесь, что правильные уплотнения установлены в правильном месте. Затем нанесите пару капель масла чуть ниже выемки на штоке клапана. Установите клапаны, осторожно проворачивая их мимо соответствующих уплотнений. Слегка смажьте пружины клапана и держатели моторным маслом или сборочной смазкой в местах их контакта. Старайтесь не допускать попадания масла в область держателя, где находятся держатели.Разместите держатели внутри держателей, затем установите пружины и держатели в соответствующие места на головке блока цилиндров.
Поскольку диаметры впускного и выпускного клапана могут отличаться, убедитесь, что правильные уплотнения установлены в правильном месте. Затем нанесите пару капель масла чуть ниже выемки на штоке клапана. Установите клапаны, осторожно проворачивая их мимо соответствующих уплотнений. Слегка смажьте пружины клапана и держатели моторным маслом или сборочной смазкой в местах их контакта. Старайтесь не допускать попадания масла в область держателя, где находятся держатели.Разместите держатели внутри держателей, затем установите пружины и держатели в соответствующие места на головке блока цилиндров. После того, как все пружины клапана будут сжаты, следует использовать латунный пробойник и молоток, чтобы несколько раз постучать по верхней части штока каждого клапана. Нажатие на верхнюю часть клапана является критическим шагом и поможет обеспечить правильную посадку всех держателей перед запуском.
После того, как все пружины клапана будут сжаты, следует использовать латунный пробойник и молоток, чтобы несколько раз постучать по верхней части штока каждого клапана. Нажатие на верхнюю часть клапана является критическим шагом и поможет обеспечить правильную посадку всех держателей перед запуском. Несвоевременное включение двигателей может привести к катастрофическим отказам. Двойная или тройная проверка правильности установки времени — дешевая страховка. Кроме того, вращение двигателя вручную на несколько оборотов также является хорошей практикой и помогает избежать ошибок при повторной сборке.
Несвоевременное включение двигателей может привести к катастрофическим отказам. Двойная или тройная проверка правильности установки времени — дешевая страховка. Кроме того, вращение двигателя вручную на несколько оборотов также является хорошей практикой и помогает избежать ошибок при повторной сборке.